Lazer kaynağında kaydedilen ilerlemeler, büyük ölçüde yüksek güçlü fiber lazerlerin uygulanabilirliği ve uygun fiyatlı olması sayesinde, birçok üretim ortamında giderek daha yaygın hale gelmiştir. Lazer kaynağı, minimum termal etkisi, hızı, hassasiyeti ve tekrarlanabilirliği nedeniyle çok caziptir.
Giderek yaygınlaşmasına rağmen, lazer kaynağı da zorluklardan muaf değildir ve kaynak kusurlarına karşı bağışık değildir. Ark kaynağı, direnç kaynağı ve elektron ışını kaynağı gibi diğer endüstriyel kaynak türlerinde olduğu gibi, lazer kaynağı da kötü kaynaklara neden olan süreç tutarsızlıklarına karşı savunmasız olabilir.
Bu nedenle, kusurlu lazer kaynaklarını tespit etmek ve hatta önlemek için çeşitli lazer kaynak kalite güvence (QA) teknikleri ve teknolojileri ortaya çıkması şaşırtıcı değildir.
Bu makalede, geleneksel yaklaşımlardan güncel izleme ve doğrudan ölçüm tekniklerine kadar lazer kaynağı kalite güvencesi hakkında genel bir bakış sunacağız.
"Kötü" Lazer Kaynağı Tanımı
Basitçe söylemek gerekirse, kötü veya kusurlu lazer kaynağı, nihai ürünün şeklini, işlevini veya güvenliğini tehlikeye atan kaynaktır. İlk sorun, en azından işlem parametreleri ayarlandıktan sonra lazer kaynağında sık karşılaşılan bir sorun değildir. Ancak, üreticiler, özellikle mikro kaynak uygulamalarında, lazer kaynağı kusurlarının elektrik verimliliğini etkilememesini, uzun vadeli mukavemeti azaltmamasını veya hassas bileşenlere zarar vermemesini sağlamak için özenli olmalıdır.
En iyi durumda, kaynak kusurları üretim sürecini tamamlanmadan kesintiye uğratır ve üreticileri değerli ürünleri yeniden işlemek veya hurdaya çıkarmak zorunda bırakır. Bu da hem zaman hem de para kaybına neden olur. En kötü durumda ise kaynak kusurları ürün arızalarına ve geri çağırmalara neden olur.
Lazer kaynağı kusurları çeşitli şekillerde ortaya çıktığı için, bunları tanımlamak ve anlamak önemlidir.
Penetrasyon eksikliği: Lazer ışınının hedef malzemeye yeterince derinlemesine nüfuz etmemesi durumunda ortaya çıkar. Penetrasyon eksikliği, nihai üründe mukavemet ve iletkenlik sorunlarına neden olabilir.
Aşırı penetrasyon: Lazer ışınının hedef malzemeye çok derinlemesine nüfuz etmesi sonucu ortaya çıkar. Yanık olarak da adlandırılan aşırı penetrasyon, pil kaynağı gibi uygulamalarda hassas bileşenlere zarar verebilir.
Sıçrama: Erimiş kaynak havuzunun dengesizliğinden kaynaklanan sıçrama, genellikle kaynak çevresindeki yüzeylere düşen ve bu yüzeylerle birleşen erimiş metaldir. Sıçrama, piller gibi parçaların kısa devre yapmasına neden olabilir ve bu da termal kaçak ve felaketle sonuçlanabilecek arızalara yol açabilir.
Gözeneklilik: Gözenekli lazer kaynakları, soğutulmuş kaynakta gaz kabarcıkları veya boşluklar bulunan kaynaklardır. Kaynak mukavemetini azaltabilecek gözeneklilik, kaynak havuzunun aşırı çalkalanması ve hızlı soğuması nedeniyle oluşabilir.
Çatlama: Hızlı soğuma ve diğer metalurjik gerilmelerden kaynaklanan lazer kaynağı, görünür veya görünmez çatlamalara neden olabilir. Çatlama her zaman çıplak gözle görülemez.
Füzyon eksikliği: Eksik füzyon olarak da bilinen füzyon eksikliği, kaynak metali ana metale tam olarak kaynaşmadığında ortaya çıkar ve kötü hizalama veya yüzey kirlenmesi nedeniyle meydana gelebilir.
Kaynak kusurları, lazer parametreleri ve lazer teknolojileri optimize edilerek büyük ölçüde önlenebilir. Örneğin, çift ışınlı lazerler, kaynak havuzunu stabilize etmek için bir çekirdek ve halka ışını kullanır ve bu sayede sıçrama ve gözenekliliği neredeyse tamamen ortadan kaldırır.
Ancak, kaynak kusurları hala kötü uyum, hedef malzeme veya optiklerin kirlenmesi ve lazer bileşenlerinin bozulması gibi sorunlardan kaynaklanabilir.
Geleneksel Lazer Kaynak Kalite Güvencesi
Geleneksel lazer kaynağı kalite güvencesi iki temel türe ayrılabilir: tahribatlı ve tahribatsız.
Yıkıcı testler, kaynak kalitesini görsel olarak incelemek ve ölçmek için kaynaklı parçanın tahrip edilmesine dayanır. Örneğin, çekme testinde, kaynağın mukavemetini ölçmek için parça kırılana kadar çekilir. Fiziksel olarak daha az dramatik olsa da, asit aşındırma, kaynağın penetrasyonunu, füzyonunu veya gözenekliliğini daha iyi anlamak için kullanılan yıkıcı bir tekniktir.
Tahribatlı testler genellikle zaman alıcı, pahalı veya her ikisidir. Ayrıca, kaynak kalitesini ölçmede çok etkili olsalar da, tahribatlı testler tanımları gereği her parça veya montaja uygulanamaz. Bu, sonuçlarının tüm parti hakkında bir sonuca varılması gerektiği anlamına gelir ve bu da kaçınılmaz risk ve belirsizlikle sonuçlanır.
Buna karşılık, tahribatsız lazer kaynağı kalite güvencesi, kaynakları veya parçaları zarar vermeyen ultrasonik veya radyografik test gibi işlem sonrası yöntemleri içerir. Ultrasonik test, bir anormallik tespit edilmedikçe önemli bir sinyal kaybı olmadan kaynak içinden geçen mekanik titreşimleri kullanır; daha fazla kayıp genellikle daha ciddi kusurları gösterir. Radyografik test, radyasyonu kullanarak kaynağın iç yapısının bir görüntüsünü oluşturur ve bu görüntü daha sonra analiz edilir.
Teknik olarak, bu geleneksel tahribatsız yöntemler her kaynağa uygulanabilir. Ancak, çok pahalı ve zaman alıcı olduğu için bu neredeyse hiç mümkün değildir. Tahribatlı testlerde olduğu gibi, tahribatsız testler de tüm parça gruplarının kalitesini belirlemek için kullanılmalıdır.
Lazer Kaynak İzleme Nedir?
Lazer kaynak izleme, kaynak yapılırken kaynak hakkında bilgi toplamak veya incelemek için kullanılan çeşitli yöntemleri ifade eden genel bir terimdir, diğer bir deyişle "işlem sırasında" veya "gerçek zamanlı" olarak da bilinir.
Lazer kaynak izleme, süreci yavaşlatmadan ve maliyetli ve zaman alıcı geleneksel kalite güvence adımlarına gerek kalmadan her kaynak hakkında veri sağlayabilmesi nedeniyle caziptir. Süreç içi teknikler belirsizliği büyük ölçüde azaltabilir ve şaşırtıcı derecede uygun maliyetlidir.
Lazer Kaynak İzleme Türleri
Çeşitli avantaj ve dezavantajları olan çeşitli lazer kaynak izleme yöntemleri bulunmaktadır.
Akustik emisyon izleme: Kaynak işlemi sırasında oluşan ses dalgalarını elektrik sinyallerine dönüştürerek lazer kaynağı kalitesini değerlendirmek için kullanılan bir yöntemdir. Akustik emisyon izleme genellikle kaynaklı parçaların yüzeylerinde bulunan sensörleri kullanır, ancak temassız sensörler de kullanılabilir. Akustik verilerin analizi, penetrasyon ve çatlama gibi temel kaynak kalitesi göstergeleriyle ilişkilendirilebilir.
Akustik emisyon izleme, bir dereceye kadar çok yönlü ve entegrasyonu kolay olsa da, çevresel gürültüden etkilenir ve gerçek kaynak özellikleri ve geometrileri hakkında sınırlı bilgi sağlar.
İşlem sırasında radyografi: Geleneksel kaynak radyografisinin "gerçek zamanlı" eşdeğeri olan işlem sırasında radyografi, kaynak havuzunun davranışını ve nihai kaynağı görselleştirmeye yardımcı olabilir.
İşlem sırasında radyografi, öncelikle araştırma amaçlı kullanılır, çünkü bu yaklaşım pahalıdır ve üretken üretim ortamlarında kullanımı zordur.
Görüntü işleme: Görünür ışık veya termal kameralar ve makine görüşü kullanılarak, lazer kaynak işleminin görüntülerini gerçek zamanlı olarak elde etmek mümkündür. Bu, kaynakların ayrıntılı görüntülerini sağlayabilir, ancak yeterli ayrıntıyı yakalamak için birden fazla kamera gerekebilir. Bu durumda bile, görüntü işleme iç kaynak geometrilerinin ayrıntılı bir görünümünü sağlamaz.
Optik algılama: Genellikle spektrometri, pirometreler veya fotodiyotlara dayanan optik algılama yöntemleri, ışığı yakalar ve lazer kaynak işlemiyle ilgili verilere dönüştürür. Bu yöntemler, bazı lazer kaynak izleme yöntemlerinden daha fazla veri üretmekle birlikte, gerçek kaynak geometrilerini ayrıntılı olarak incelemek yerine, yansıyan ışık, sıcaklık ve kaynak dumanı gibi dolaylı kaynak göstergelerine dayanır.

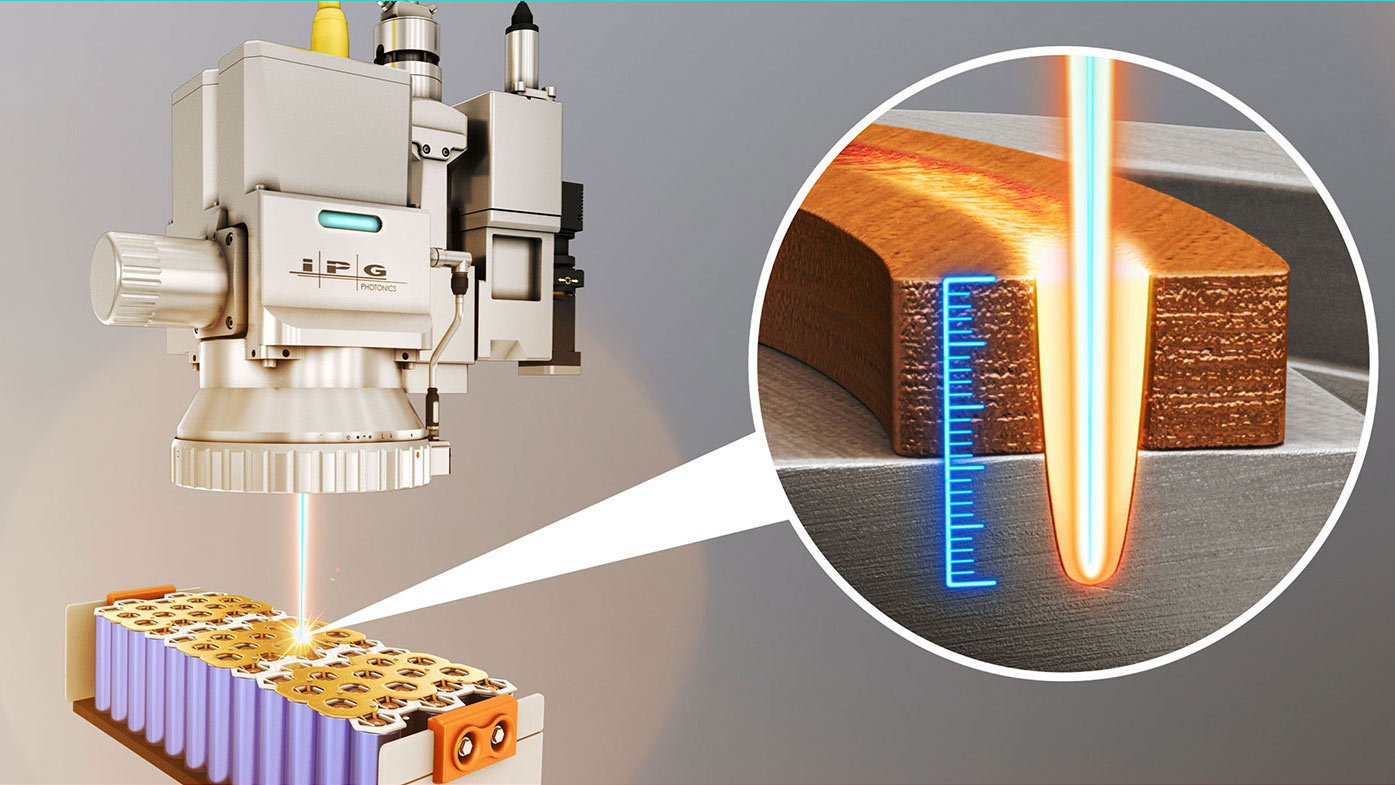
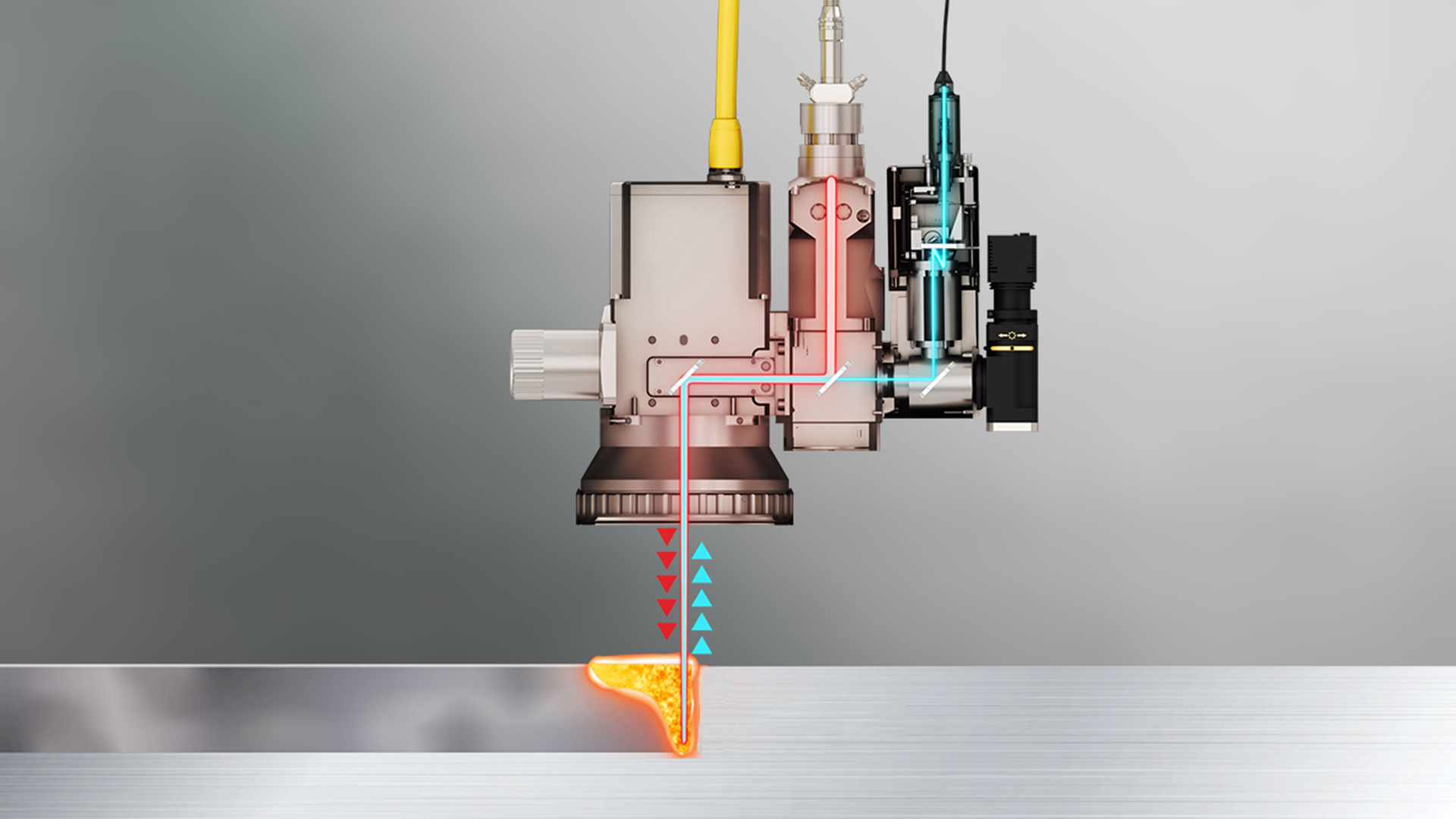
Inline Coherent Imaging (ICI): inline coherent imaging — bir tür Optik Koherens Tomografi (OCT) — yerinde doğrudan lazer kaynağı ölçümü için kanıtlanmış bir yöntemdir (lazer kaynağı izleme ile karşılaştırıldığında).
IPG LDD sistemleri, çok çeşitli lazer kaynak uygulamaları için geliştirilmiş ve kullanılan patentli bir ICI versiyonunu kullanır. LDD sistemleri, kaynak ışınıyla birlikte ateşlenen düşük güçlü bir lazer ışını kullanarak kaynak derinliği gibi kritik kaynak geometrilerini doğrudan ölçer. Kaynak işlemiyle eşzamanlı olarak çalışan LDD, her kaynağın son derece hassas (birkaç mikron içinde) ölçümlerini sağlar.
Lazer Kaynak Ölçümü ile İzleme Arasındaki Avantajlar
Lazer kaynak ölçümü, lazer kaynak izleme türlerinden biridir. Ancak, en azından gerçek kaynak geometrisi açısından, tüm lazer kaynak izleme işlemleri ölçüm olarak kabul edilemez.
Sonuç olarak, her kaynağın geometrisini doğrudan ölçmeyen herhangi bir yaklaşım, üreticileri verimlilik, etkinlik veya risk toleransı konusunda taviz vermeye zorlar.
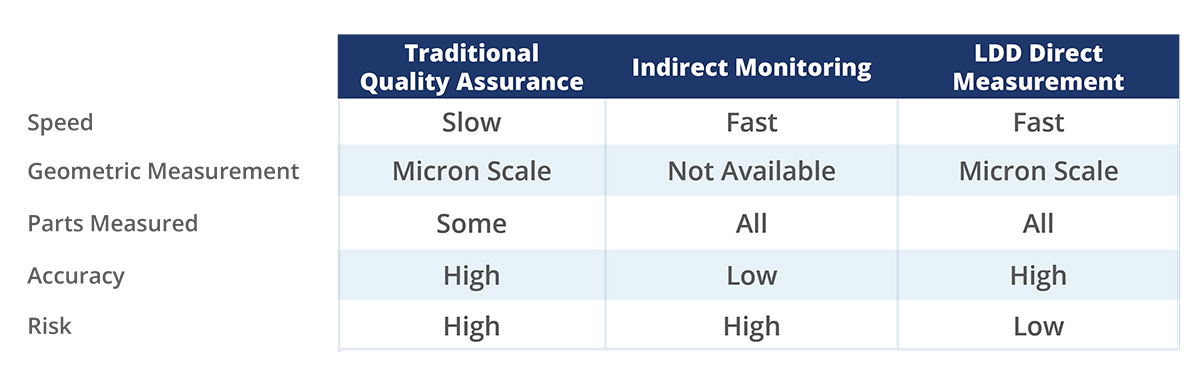
Örneğin, kaynak dumanı gibi göstergelere dayanan izleme teknikleri, kaynak derinliğinin yarı doğru bir tahminini sağlayabilir. Ancak bu tahminler mükemmel olmaktan o kadar uzaktır ki, bir güvenlik tamponu gerekli hale gelir. İzleme verileri bir kaynağın iyi olduğunu gösterse de, kabul edilebilirlik sınırına yeterince yakınsa, o parçayı yeniden işlemek veya hurdaya ayırmak daha güvenlidir. Üreticinin risk toleransına bağlı olarak, günde yüzlerce parça gereksiz yere kaybedilebilir.
Lazer kaynak ölçümünün amacı, bu güvenlik tamponunu önemli ölçüde azaltmaktır. Kaynağın mikron düzeyinde doğrudan ölçümünü sağlayarak, kabul edilebilirlik aralığı önemli ölçüde genişleyebilir ve her kaynak için güven ve geçmiş veriler sağlanabilir.
Gerçek Zamanlı Lazer Kaynak Ölçümünden Yararlanan Sektörler
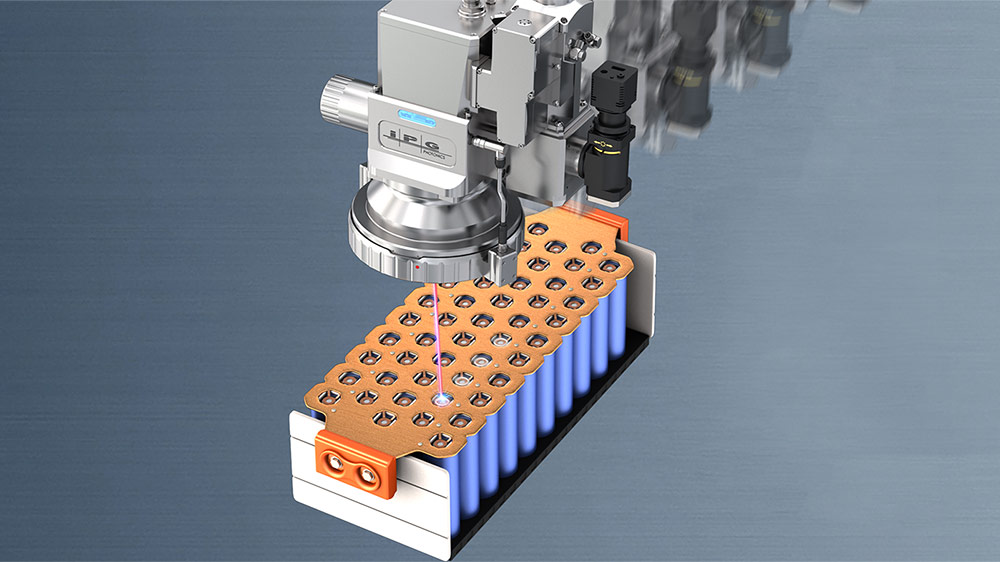
Pil kaynağı, elektrikli araçlar ve tıbbi cihaz üretimi gibi sektörlerde güvenlik önemi yüksektir ve kalite güvencesi kritik öneme sahiptir. Yüksek riskli uygulamalarda, gerçek zamanlı lazer kaynak ölçümü sadece atık ve maliyetlerin azaltılmasında değil, aynı zamanda güvenliğin artırılmasında da fark yaratabilir.
Ayrıca, hassas sıralı inceleme gerektiren akıllı telefonlar, tabletler ve dizüstü bilgisayarlar gibi tüketici elektroniği ürünleri de lazer kaynak ölçümünden faydalanabilir.
Gerçek zamanlı lazer kaynak ölçüm teknolojisi sürekli gelişirken, hızdan çok mukavemeti ön planda tutan endüstriler de bu teknolojiden faydalanabilir. Örneğin, yük taşıyan kaynakların sıkı kalite gereksinimleri standartlarına tabi olduğu gemi inşa gibi endüstriler, derin penetrasyonlu lazer kaynakların derinliğini doğrudan ölçmenin avantajlarından yararlanabilir.
Lazer Çözümüyle Başlangıç
IPG gerçek zamanlı lazer kaynak ölçümü, üreticilerin kaynak kusurlarını tespit etmelerine, ürün geri çağırmalarını önlemelerine ve gereksiz hurda ve yeniden işlemeyi azaltmalarına yardımcı olur.
Başlamak çok kolay – bize birkaç örnek parça gönderin, global uygulama laboratuvarlarımızdan birini ziyaret edin veya uygulamanız hakkında bize bilgi verin.